СПОСОБЫ ПОЛУЧЕНИЯ ПОЛОЙ ЗАГОТОВКИ
Первой операцией в общей схеме трубного производства является операция получения полой заготовки, которая затем раскатывается в трубу. Качество полой заготовки, называемой гильзой, в значительной мере определяет последующее качество труб.
Для получения гильз в настоящее время применяют следующие способы: 1) прошивку на станах поперечно-винтовой прокатки; 2) прошивку на прессах; 3) механическую расточку; 4) литье.
Наибольшее распространение получил способ прошивки круглой заготовки на прошивных станах поперечно-винтовой прокатки, отличительной особенностью которой в сравнении с продольной прокаткой является наличие, кроме поступательного перемещения, вращательного движения заготовки вокруг продольной оси в процессе деформации.
Поступательное движение заготовки обеспечивается разворотом осей рабочих валков относительно оси заготовки на угол подачи в разном направлении, но при одинаковом направлении вращения валков. Однако есть и другие способы придания заготовке поступательного движения, Деформация металла между валками происходит за счет уменьшающегося в направлении винтового движения металла расстояния между рабочими поверхностями прокатного инструмента, обеспечивая тем самым нарастающий режим обжатия и благоприятные условия для захвата металла.
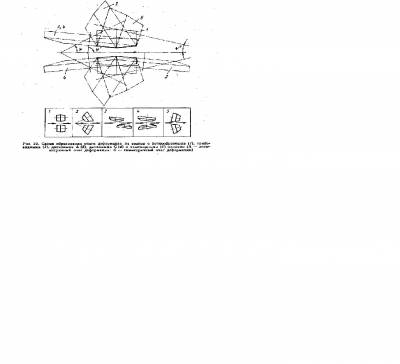
При прошивке сплошных заготовок и слитков в гильзы на станах поперечно-винтовой прокатки применяют бочкообразные, дисковые, грибовидные и чашевидные валки. Основные различия между прошивными станами заключаются в расположении осей валков в пространстве относительно оси прошивки (рис. 10).
Наибольшее распространение получила прошивка на двухвалковом стане с бочкообразными валками (рис. 10, поз. 1), имеющими форму двух усеченных конусов и соединенных друг с другом большими основаниями. Оси валков расположены в вертикальных плоскостях, параллельных оси симметрии стана (оси прошивки), при этом ось валка составляет с осью прошивки угол , называемый углом подачи. В современных прошивных станах с бочкообразными валками угол подачи составляет 4—18°.
Прошивной стан с грибовидными валками (рис. 10, поз. 2) обеспечивает более благоприятные условия деформации. Грибовидный валок представляет собой два усеченных конуса, один из которых с большим углом наклона образующей — входной, а другой — выходной конус. Диаметр валка от входа к выходу заготовки увеличивается, что способствует повышению скорости выхода гильзы из валков и уменьшению скручивания заготовки в валках. Оси валков расположены в пространстве так, что их проекции на вертикальную плоскость составляют угол подачи , равный 4—12°, а проекция на горизонтальную плоскость — угол , называемый углом раскатки, = 17+30°.
Станы с дисковыми валками могут иметь две схемы, с асимметричным очагом деформации (рис. 10, поз. З) и симметричным (рис. 10, поз. 4).Дисковые прошивные станы с асимметричны очагом деформации в силу присущих им конструктивных технологических недостатков в настоящее время не изготавливаются, а имеющиеся подлежат замене. Станы с симметричным очагом деформации имеют несколько лучшие условия деформации, однако их конструктивные недостатки те же.
Дисковые валки представляют сочетание цилиндра с усеченным конусом, меньшее основание и боковая поверхность которого являются рабочей поверхностью. Валки консольно установлены в станине на подшипниках и вращаются на стане с асимметричным очагом деформации в одну сторону, а на стане с симметричным очагом — в разные стороны. Оси валков наклонены к оси прошивки под углом ‘. Ось прошивки параллельна горизонтальной плоскости, проходящей через оси дисков, но смещена по вертикали на расстояние q= 5080 мм. Уровень прошивки (величину q) можно изменить перестановкой направляющих линеек по вертикали, что приводит к изменению скорости выхода гильзы из стана.
В последние годы разработаны и исследованы станы с чашевидными валками (рис. 10, поз. 5), у которых входной конус вы полнен с меньшим углом наклона образующей, а выходной — с большим. К оси прошивки оси чашевидных валков наклонены под углом 8°. Процесс прошивки на стане с чашевидными валками протекает несколько быстрее и с меньшими энергозатратами, чем на стане с бочкообразными валками.
Прикрепления: 0080649.jpg(90Kb)
|
|